Connaissances dans le domaine de l’analyse des systèmes de mesure (MSA) et de la maîtrise statistique des processus (SPC)
Cet espace de connaissances vous offre un aperçu des thèmes liés à l’analyse des systèmes de mesure (MSA), au VDA Volume 5 (VDA 5), aux études de capabilité machine et processus (MFU/PFU), ainsi qu’à la maîtrise statistique des procédés.
Vous trouverez ici des réponses aux questions suivantes:
- Quelle est la différence entre un processus de mesure et de contrôle, et un processus de fabrication?
- Quelles méthodes d’assurance qualité sont utilisées pour les processus de mesure et de contrôle?
- Qu’est-ce qu’un étalonnage?
- Pourquoi réaliser une analyse de système de mesure (MSA)?
- Qu’est-ce qu’une preuve d’aptitude selon le VDA Band 5?
- Quelle est la différence entre les méthodes MSA 1, 2 et 3?
- Quelles méthodes sont utilisées dans un processus de fabrication?
- Pourquoi réalise t-on une étude de capabilité machine (MFU)?
- Quand réalise t-on une étude de capabilité processus (PFU)?
- Une MFU d’un outil dynamométrique remplace-t-elle un étalonnage?
- À quoi sert la maîtrise statistique des procédés (SPC)?
- Quelles normes exigent la qualification des systèmes de mesure et des processus de fabrication?
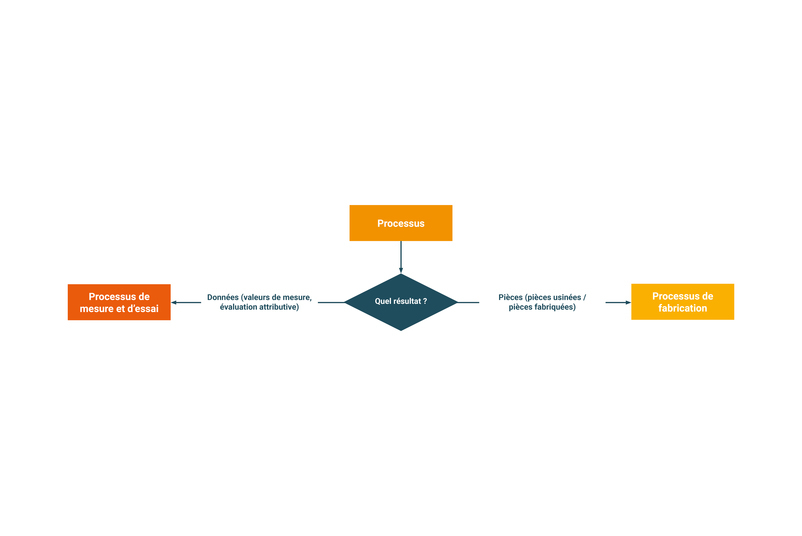
Quelle est la différence entre un processus de mesure et de contrôle, et un processus de fabrication?
La distinction entre un processus de mesure et un processus de fabrication repose sur la nature du résultat généré. Lorsqu’un processus produit des données, telles que des valeurs mesurées ou des évaluations attributives, il s’agit d’un processus de mesure ou de contrôle. En revanche, lorsqu’il génère un élément physique (pièce, produit ou composant) on parle alors d’un processus de fabrication.
Cette distinction est essentielle, car les méthodes d’assurance qualité à appliquer diffèrent selon le type de processus impliqué.
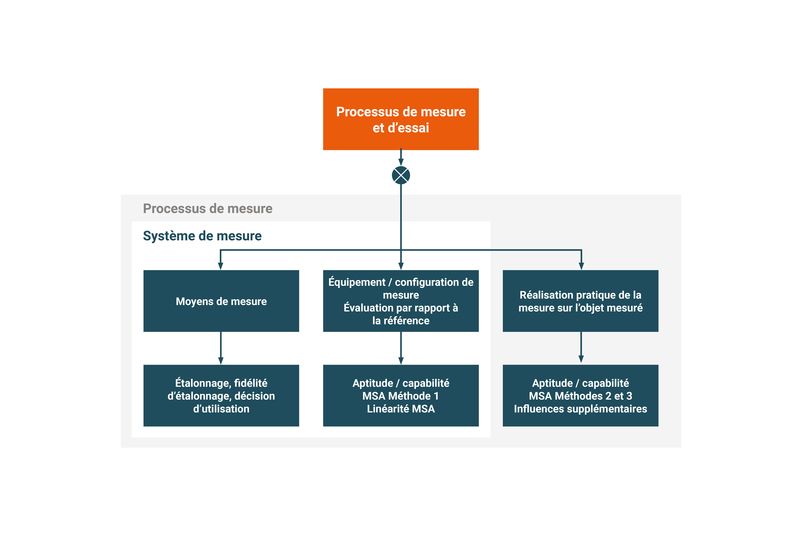
Quelles méthodes d’assurance qualité sont utilisées pour les processus de mesure et de contrôle?
Dans les environnements dédiés à la mesure et au contrôle, deux outils principaux sont mobilisés : l’étalonnage et l’analyse des systèmes de mesure (MSA).
L’étalonnage constitue la base indispensable pour garantir la comparabilité des résultats dans des réseaux de production internationaux. Il permet de déterminer l’écart entre la valeur réelle mesurée et la valeur de référence attendue.
La MSA, quant à elle, sert à démontrer que l’incertitude d’un système de mesure reste suffisamment faible par rapport aux tolérances du produit. Elle permet d’évaluer différentes composantes de dispersion telles que le biais, la stabilité du système ou encore la répétabilité et la reproductibilité.
Qu’est-ce qu’un étalonnage?
L’étalonnage d’un instrument de mesure consiste à déterminer l’écart entre une valeur mesurée et une valeur de référence sur un intervalle donné. Il permet d’établir la conformité du système de mesure vis‑à‑vis de standards reconnus et assure la traçabilité métrologique.
Pour en savoir plus sur le thème de l’étalonnage, consultez notre espace de connaissances dédié :
Pourquoi réaliser une analyse de système de mesure (MSA)?
La MSA (Measurement System Analysis) correspond à l’analyse du comportement d’un système de mesure lorsqu’il est utilisé dans un processus. Contrairement à l’étalonnage, qui se concentre sur la justesse, la MSA évalue les différentes sources de variation qui peuvent affecter la qualité des mesures. Ces sources peuvent inclure une déviation systématique (biais), une instabilité du système dans le temps ou encore la répétabilité et la reproductibilité.
Réaliser une MSA permet donc de vérifier qu’un instrument ou un système de mesure est adapté à la tâche métrologique visée.
Qu’est-ce qu’une preuve d’aptitude selon le VDA Band 5?
L’approche VDA Band 5 est proposée comme une formalisation structurée des pratiques métrologiques conformes aux normes ISO 10012, ISO GUM et ISO 14253.
Elle ne modifie pas les exigences applicables, mais améliore la lisibilité, l’homogénéité et la robustesse des démonstrations d’aptitude des processus de mesure, notamment vis‑à‑vis des clients et auditeurs. Pour des applications simples, une approche ISO classique peut suffire.
Le VDA Band 5 est proposé lorsque l’enjeu décisionnel, client ou réglementaire justifie une démonstration plus robuste.
Elle définit les exigences relatives à l’évaluation de l’incertitude de mesure dans les processus de contrôle. La preuve d’aptitude consiste à démontrer que l’incertitude de mesure est suffisamment faible par rapport aux tolérances du critère évalué.
Pour établir cette preuve, toutes les contributions pertinentes à l’incertitude de mesure sont analysées. Une approche courante consiste à utiliser un diagramme d’Ishikawa structuré selon cinq catégories : l’opérateur, l’environnement, le système de mesure, l’objet mesuré et la méthode utilisée.
Les incertitudes sont ensuite déterminées, notamment à l’aide de séries de mesures répétées sur une référence (étude type 1) ou sur des pièces de production (type 2 ou 3). L’utilisation de connaissances préalables (méthode B) est également admise.
Sur le plan méthodologique, il existe des recoupements avec l’analyse des systèmes de mesure (MSA).
Quelle est la différence entre les méthodes MSA 1, 2 et 3?
- Méthode MSA 1 : repose sur 30 répétitions d’une mesure effectuée sur une référence traçable. Elle permet d’évaluer la répétabilité du système dans des conditions stables.
- Méthode MSA 2 : mesures répétées et comparatives réalisées avec le système de mesure sur des pièces de série. La caractéristique produit est mesurée sur dix pièces issues de la production (n = 10), en utilisant le même système de mesure, dans un environnement représentatif des conditions réelles. Trois opérateurs différents (n = 3) effectuent chacun trois répétitions (n = 3) afin d’évaluer la répétabilité et la reproductibilité du système de mesure.
- Méthode MSA 3 : variante automatisée de la méthode MSA 2. Elle est utilisée lorsque le processus de mesure ne comporte aucune intervention humaine, notamment dans les systèmes de contrôle intégrés en ligne
Quelles méthodes sont utilisées dans un processus de fabrication?
Dans un contexte de fabrication, les méthodes d’assurance qualité pertinentes sont l’étude de capabilité machine (MFU) et l’étude de capabilité processus (PFU). Ces analyses vérifient si une machine ou un processus est capable de produire de manière stable dans les tolérances spécifiées.
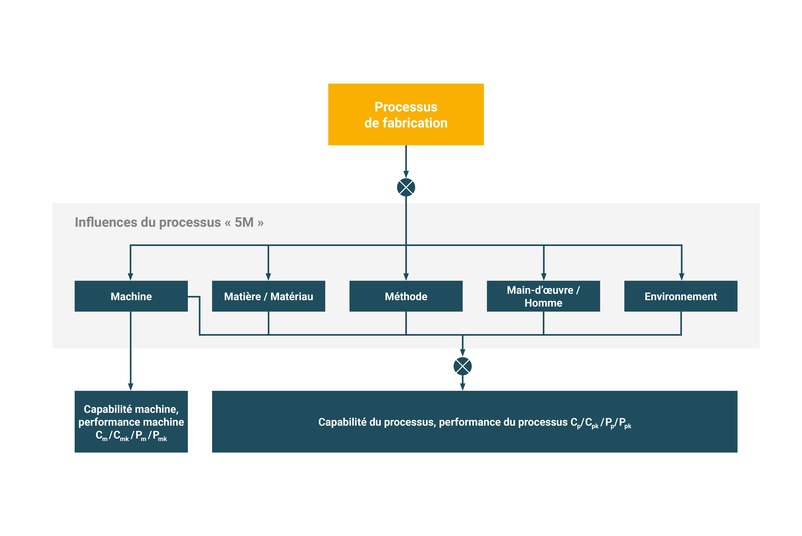
Pourquoi réalise t-on une étude de capabilité machine (MFU)?
La MFU évalue la capacité d’une machine à respecter les limites d’un critère critique dans des conditions contrôlées. Les paramètres externes tels que l’environnement, le matériau, la méthode et l’opérateur sont stabilisés afin de mesurer uniquement l’influence de la machine.
Cette étude repose généralement sur la répétition de mesures de 50 à 100 pièces successives. Les résultats sont ensuite évalués à l’aide des indices de capabilité Cm/Cmk ou Pm/Pmk qui indiquent si la machine peut produire durablement dans les tolérances
Quand réalise t-on une étude de capabilité processus (PFU) ?
La PFU vise à vérifier si un processus, dans des conditions réelles et sur une période prolongée, peut respecter de manière fiable les spécifications définies. Contrairement à la MFU, elle prend en compte l’ensemble des variabilités réelles du processus.
Elle permet d’évaluer la stabilité du processus grâce aux indices Cp/Cpkou Pp/Ppk.
Une MFU d’un outil dynamométrique remplace-t-elle un étalonnage?
Un outil dynamométrique fournit à la fois des données (couple, angle) et une caractéristique produit (force de serrage). Lorsqu’il est utilisé pour contrôler une liaison vissée, une MSA ou un étalonnage est nécessaire. Lorsqu’il est utilisé pour réaliser une liaison vissée en production, une MFU est adaptée.
Cependant, une MFU ne remplace en aucun cas un étalonnage.
À quoi sert la maîtrise statistique des procédés (SPC)?
La SPC (Statistical Process Control) est un outil essentiel pour surveiller, analyser et piloter les processus de production. Elle permet d’identifier les variations, de détecter les dérives et de vérifier en continu la capabilité du processus. Elle contribue à maintenir des niveaux de qualité stables et à éviter les non‑conformités.
Quelles normes exigent la qualification des systèmes de mesure et des processus de fabrication?
Les exigences telles que l’étalonnage, la MSA, les MFU/PFU et la SPC font partie de nombreuses normes, notamment :
NF EN ISO 9001
La norme NF EN ISO 9001 constitue un cadre internationalement reconnu permettant à toute organisation, quel que soit son secteur ou sa taille, de structurer ou d’améliorer son système de management de la qualité.
Selon le chapitre 7 de la norme, l’organisation doit veiller à mettre à disposition des moyens de contrôle adaptés aux activités de mesure effectuées, afin de garantir la fiabilité des résultats. Elle doit également s’assurer que les équipements utilisés pour les mesures sont étalonnés ou vérifiés à intervalles définis, en s’appuyant sur des références métrologiques traçables à des étalons nationaux ou internationaux lorsque la traçabilité est requise. Cette exigence vise à garantir la validité des mesures et à éviter toute dérive susceptible d’affecter la conformité des produits ou services.
NF EN ISO 9100
La NF EN ISO 9100 reprend les principes de l’ISO 9001 et y ajoute des exigences spécifiques destinées aux secteurs aéronautique, spatial et défense, ainsi qu’à leurs fournisseurs. Elle impose notamment de démontrer l’aptitude des moyens de mesure et la traçabilité métrologique, ce qui implique la mise en place d’étalonnages assurant la fiabilité et la conformité des résultats.
Dans le chapitre 8 « Production et prestation de services », la norme renforce les attentes en matière de maîtrise des procédés. Elle prévoit notamment l’utilisation d’outils avancés comme la Statistical Process Control (SPC) et les analyses de systèmes de mesure (MSA) pour garantir une surveillance continue et fiable des procédés critiques. Ces pratiques permettent de confirmer la stabilité des procédés, de contrôler les caractéristiques clés et d’assurer la validité des résultats de mesure.
Ainsi, la production doit être réalisée dans des conditions entièrement maîtrisées, en s’appuyant sur des ressources de mesure adaptées, des paramètres critiques surveillés en continu et une vérification régulière de l’aptitude du processus. Cette approche vise à sécuriser la qualité des produits tout en répondant aux exigences élevées du secteur aéronautique;
NF EN ISO 13485
La NF EN ISO 13485 établit les exigences relatives au système de management de la qualité pour les fabricants de dispositifs médicaux, leurs fournisseurs ainsi que pour l’ensemble de la chaîne d’approvisionnement. Elle s’appuie sur la structure d’un système qualité inspiré de l’ISO 9001, tout en intégrant des exigences réglementaires propres au secteur médical.
En raison de ces exigences spécifiques, la norme impose également de démontrer l’aptitude des équipements de mesure et la traçabilité métrologique, ce qui passe notamment par des étalonnages documentés et par la maîtrise des processus de mesure. Ces exigences sont essentielles pour garantir la fiabilité des résultats utilisés dans la fabrication et le contrôle des dispositifs médicaux
Tant lors de la validation du développement (chapitre 7.5.3) que lors de la surveillance et de la mesure des processus (chapitre 8.2.5), des méthodes relevant de la SPC sont exigées afin de valider les processus et d’atteindre les résultats planifiés.
IATF 16949
La norme IATF 16949, élaborée pour l’industrie automobile, complète les exigences des normes ISO 9001 et ISO 9000, ainsi que celles définies par les clients du secteur. Elle structure les exigences applicables aux systèmes de management de la qualité de toute la chaîne d’approvisionnement automobile.
Dans son chapitre 7, la norme précise que tous les systèmes d’essai et de mesure intégrés au plan de maîtrise de la production doivent faire l’objet d’une preuve d’aptitude. Cette démonstration repose sur des analyses des systèmes de mesure (MSA) ou sur des preuves de capabilité conformes au VDA Volume 5, qui définit les méthodes de qualification des systèmes et processus de mesure.
Le chapitre 8 impose que les études de capabilité machine et processus (MFU/PFU) soient réalisées dans le cadre du développement des procédés de production, afin de garantir la maîtrise des variations et la conformité des processus avant leur mise en œuvre industrielle.
Enfin, le chapitre 9 exige de vérifier la capabilité des processus pour tout nouveau processus de production, ce qui permet d’assurer qu’ils répondent aux niveaux de performance requis avant leur validation et leur déploiement en fabrication.
VDI 2600-Blatt 1
La directive VDI 2600 – Feuille 1 s’adresse aux entreprises impliquées dans l’essai et l’évaluation des systèmes de mesure.
Elle fournit des recommandations pratiques pour l’analyse des systèmes de mesure et les preuves d’aptitude, et aide à les sécuriser de manière adaptée au risque.
ISO/DIS 22514-7
La norme ISO/DIS 22514-7 s’adresse aux entreprises impliquées dans l’analyse et l’évaluation des systèmes de mesure et de leur influence sur la capabilité des processus.
Elle offre un cadre international pour les compétences en méthodes statistiques visant à garantir des processus stables et capables. La norme se concentre principalement sur des processus de mesure simples et unidimensionnels, tels que la mesure de longueurs.
NF EN ISO 14235-1
La NF EN ISO 14253‑1 traite de la vérification des spécifications géométriques des produits (GPS) et établit les règles de décision permettant de déterminer la conformité ou la non‑conformité d’une caractéristique d’un produit par rapport aux tolérances spécifiées. Elle s’applique aussi bien aux pièces qu’aux équipements de mesure, et encadre la manière d'interpréter un résultat lorsqu’il se situe près des limites de spécification.
La norme prévoit explicitement les situations où la valeur mesurée est proche des limites de tolérance, en imposant de prendre en compte l’incertitude de mesure pour éviter des décisions erronées. Elle précise que la conformité ou la non‑conformité ne peut être décidée sans intégrer cette incertitude dans l’évaluation.
En cohérence avec cette recommandation, principe fondamental du système GPS, il est pertinent de réaliser une analyse des systèmes de mesure (MSA). Cette analyse permet d’identifier et de quantifier les composantes d’incertitude associées au processus de mesure, afin d’assurer une décision fiable conformément aux exigences de la norme.
NF EN ISO 10012
La NF EN ISO 10012 définit les exigences relatives à un système de management de la mesure destiné à garantir la fiabilité et la validité des résultats de mesure au sein d’une organisation. Elle fournit un cadre structuré permettant de concevoir, mettre en œuvre et améliorer les processus de mesure afin d’assurer qu’ils soutiennent efficacement la qualité des produits et services.
La norme établit que l’organisation doit maîtriser ses équipements de mesure et ses processus associés, afin de limiter les risques liés à des mesures erronées et de renforcer la confiance dans les résultats utilisés pour démontrer la conformité des produits. Elle vise notamment à garantir que les équipements, les méthodes et les conditions d’utilisation sont appropriés et contrôlés.